
2022-11-11 21:26:53
Difference:
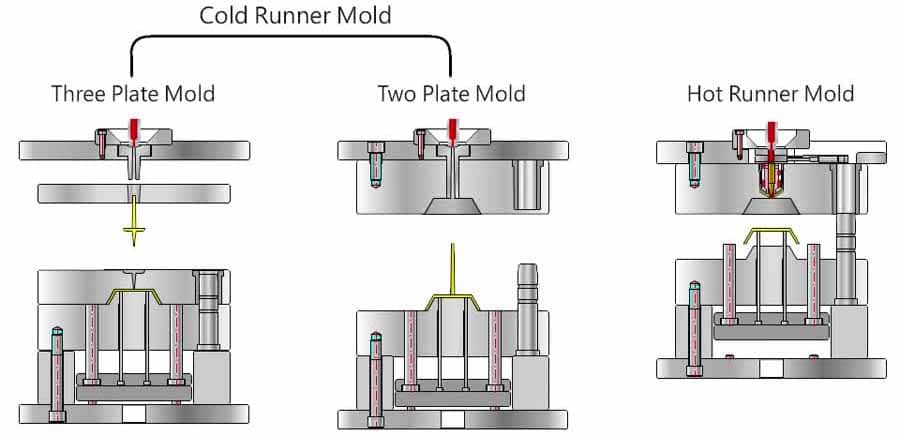
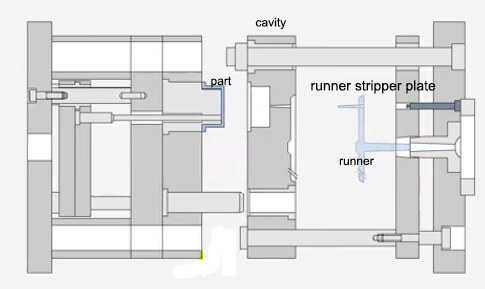
The most significant difference between the three plate mold and the two plate mold is that the three plate die has an extra runner plate (automatic remove runner).
The Main Plastic Mold System
There are four key concepts to consider when designing a mold, and the next few lines provide information on how to design a mold.
1.Runner
To design a good runner, its geometry, size, and layout also should be correct, in addition to its cooling ability, ejectability, and minimization of regrinds. It is best to fill all cavities at once using a balanced runner system to minimize cycle time and ensure the greatest possible dimensional integrity of the molded product.
The long and thin runners or any runner shaped like a half-moon or a half-circle need to be filled at higher pressures to prevent the mold from cooling down prematurely and causing incomplete parts. The length of a long and thick runner leads to an increase in regrinding, which, in turn, reduces the efficiency of the molding process.
In cases where the runners’ intersections should have ejector pins positioned to eject with sufficient force, ejecting the runner should still be possible. On the ejector portion of the mold, it is preferable to have runners installed to be forced out with the ejector.
Main Runner
This is a portion of the mold that attaches the nozzle of the injection molding press to the sprue. The top of the sprue is concave for touching with the nozzle.
The one end diameter of the sprue needs to be a little bigger than the nozzle size (0.8 mm) to prevent excessive streaming and avoid the two from being clogged due to wrong positioning.
The size of the one end is determined by the item’s dimensions, generally 4-8 millimeters. The size of the runner ought to be increased inwards at an angle of 3° to 5° to aid the ejection of runners.
In addition to the correct runner geometry, size, and layout, good runners must also be cool quickly, ejectable, and have very little regrind. For filling all cavities simultaneously, a balanced runner system is necessary, which minimizes cycle time and allows the molded product to remain dimensionally intact.
Long and thin runners or half-moon runners require higher injection pressures to ensure that parts aren’t rendered incomplete if the mold cools too quickly. Long and thick runners result in more regrind, which decreases the effectiveness of the operation. Ejector pins should be in place to expel the runners at the convergence of the cold runners.
Runners should be installed at the core half of the mold so that the ejector should be able to push these out of the mold.
Sub-Runner
This is basically a small channel joining the primary runner and each cavity for the multi-cavity plastic mold building. As a way to come up with the melted resin occupies the cavity in equivalent velocity, the layout of the runners for the mold needs to be symmetrical and equidistantly spread.
The form and dimension of the runner impact the stream of the plastic melt, the discharge of the item, and the mold building. In many cases, the trapezoidal or semi-circular cross-sections are employed for runner design, and they are machined on ejection half of the mold for the ejector pin to push out.
The exterior of the runner has to be finished to minimize the stream resistance to produce a quicker filling speed. The dimensions of the runner vary according to the sort of plastic material, the dimensions, and the thickness of the item.
For most thermoplastics, the runner’s cross-sectional circumference is not over 8 millimeters, Maximum 10-12 millimeters, Minimum 2-3 millimeters. The cross-sectional region needs to be created as small as possible to decrease the resin misuse and shorten the cooling period.
Copyright © 2026 CÔNG TY TNHH CHAOJUN PRECISION VIỆT NAM
备案号: 粤ICP备18096710号